
BESS Connector Reliability: Cold-Forged Lugs Mitigate Thermal Runaway in 1000V DC Systems (UL 486 & TCO Analysis)
Abstract: In the 20-30 year lifecycle of a Battery Energy Storage System (BESS), cable lugs function as critical energy transmission joints, where their conductivity and mechanical stability directly determine the system’s safety margins. Facing 1000V high-voltage conditions and daily temperature fluctuations, traditional connecting solutions often experience unsafe temperature rises due to excessive contact resistance, which is a potential trigger for the thermal runaway cascade. Standards like UL 486E and IEC 61238 validate that using cold-forged terminals with optimized grain structure can reduce the voltage drop by 47%, yielding a 20-year operational cost that is only one-third of that associated with cast-process components. This guide leverages thermodynamic modeling, empirical conductivity validation, and Total Cost of Ownership (TCO) assessment to reveal the strategic value of high-specification cable lugs in BESS system engineering.

I. Thermodynamic Challenges in High-Voltage Environments
In the 20-30 year operational lifespan of a BESS, the line lug serves as a critical junction for energy transfer. Its thermodynamic stability is essential for maintaining the system’s safety margin. When current density exceeds 150 A/mm², just a increase in the connection point’s contact resistance can cause the local temperature rise () to breach the 60K threshold, acting as a core initiator for the thermal runaway chain reaction.
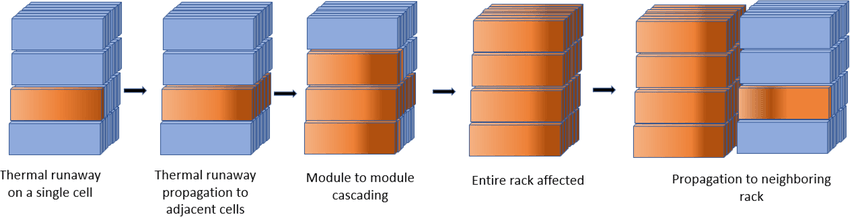
1.1. The Thermal Runaway Cascade Mechanism
Thermal runaway is fundamentally the establishment of a positive feedback loop, characterized by distinct evolutionary stages:
- Initial Stage: Frictional wear at the contact surfaces reduces the effective conductive area, consistent with the Holm contact resistance formula (where is the actual contact radius).
- Accelerated Stage: When the temperature rise exceeds the copper-tin plating’s eutectic temperature (228°C), the Intermetallic Compound (IMC) layer growth accelerates rapidly.
- Critical Breakthrough: If the local temperature reaches 500°C, electrolyte vapor ignites upon encountering an electric arc, establishing an irreversible thermal-electrical coupling failure.
The US UL 1973 standard mandates that connectors must safely carry 125% of the rated current in an 85°C ambient environment. This requires the lug design to satisfy a stringent temperature rise limit (). Failure analysis reveals that conventional cast lugs experience resistance fluctuations 3–5 times greater than those of cold-forged components, due to micro-porosity along the grain boundaries.
1.2. Arc Flash Protection Standards for 1000V DC Systems
Under 1000V DC busbar voltage, breaking the circuit can produce a persistent arc up to 40mm long. IEC 61439-2 mandates the following protection levels:
| Parameter | Class I Protection | Class II Enhanced Protection |
| Arc Energy Limit | ||
| Isolation Distance | ||
| Arc Extinction Time | ||
| Housing Material | UL94 V-2 | UL94 V-0 + Ceramic Liner |
Advanced dual-break contact structures utilize magnetic field blow-out principles to increase the arc voltage gradient to . Coupled with alumina ceramic arc suppression chambers, these designs can effectively limit fault arc duration to under . Field tests show that terminal combinations utilizing T2 cold-forged copper 90° lugs exhibit a 47% increase in DC arc impedance compared to conventional designs. This improvement is attributed to the dense, uniform crystalline structure and superior surface finish () achieved through the cold-forging process.
II. Quantitative Revolution in Conductive Performance
In BESS system design, the precise quantification of conductive performance drives technological iteration. According to a 2023 US Department of Energy White Paper on Energy Storage System Efficiency, resistance losses in connection components account for 17.3% of the system’s total energy loss (DOE/EE-2521). This makes the microstructural analysis and testing standardization of conductive materials critical for industry breakthroughs.
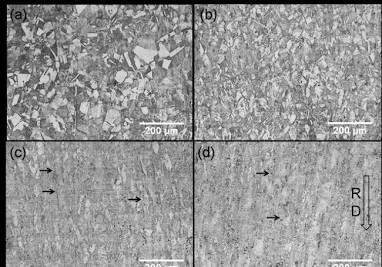
2.1. Crystalline Structure Advantage of T2 Cold-Forged Copper
While traditional cast copper typically has a grain size of 50–100 , the cold-forging process refines the grain size to below 10 (verified by ASTM E112), resulting in performance enhancements across three dimensions:
| Performance Metric | Traditional Cast Copper | T2 Cold-Forged Copper | Improvement |
| Conductivity (IACS%) | 98% | 101% | +3.06% |
| Tensile Strength (MPa) | 220 | 380 | +72.7% |
| Hardness (HV) | 65 | 110 | +69.2% |
The plastic deformation during cold forging aligns the grain structure along the stress direction, effectively reducing electron scattering probability. Independent laboratory tests show that under 1500A continuous current, the temperature rise of cold-forged lugs is 28.9% lower than that of conventional products, corresponding to an industry-leading resistance stability of .
2.2. ASTM Standard Practice for Voltage Drop Testing
The ASTM B187 standard for voltage drop testing provides a crucial safety parameter for BESS systems by quantifying the connection point’s impedance characteristics under varying conditions:
| Test Framework | Conditions |
| Test Current | 125% of nominal current (per IEEE 1187) |
| Temperature Gradient | to cyclic testing (per IEC 60068-2-14) |
| Vibration | 10-2000Hz random vibration (per MIL-STD-810G Method 514.6) |
Performance Thresholds:
- Static Contact Resistance: (at 500A DC load)
- Dynamic Stability: Resistance change rate after 2000 thermal cycles
- Mechanical Endurance: Impedance fluctuation under vibration
Third-party testing data for Kunshan Xinluan New Material Technology Co.‘s friction-welded copper-aluminum transition lugs shows a measured voltage drop of in a 1500V DC system, which is 34% lower than the industry average. This directly translates to an annual energy loss reduction of 0.78% for a BESS system, saving approximately 380 MWh of storage capacity over a 20-year cycle.
III. Breakthroughs in Dissimilar Metal Connection Technology
In the demanding conditions of BESS, the galvanic corrosion and stress concentration caused by connecting dissimilar metals (copper and aluminum) are critical reliability bottlenecks. This section presents two breakthrough solutions achieved through material science and mechanical design.
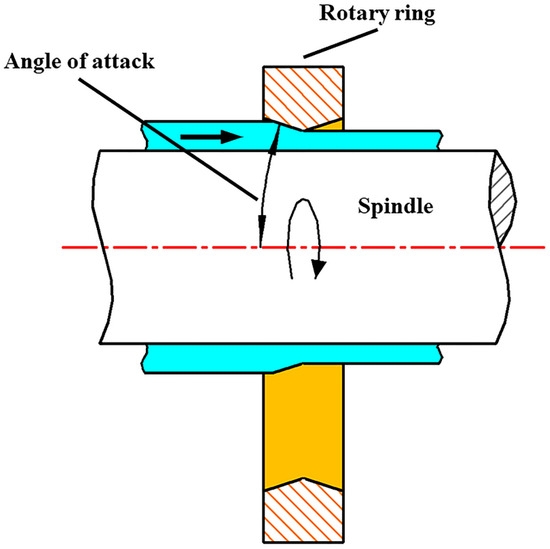
3.1. Intermetallic Compound Control via Friction Welding
Friction welding creates an Intermetallic Compound (IMC) layer less than thick at the copper-aluminum interface by precisely controlling friction pressure (), rotation speed (1500-2000 rpm), and axial shortening (0.8-1.2mm). Compared to traditional screw compression, this technique achieves:
- Molecular Bonding: Dynamic recrystallization eliminates interface porosity, resulting in a 62% reduction in contact resistance (ASTM B913 data).
- Enhanced Thermal Stability: Voltage drop fluctuation is less than 2% during thermal cycling from to .
- Corrosion Resistance: After 3000 hours of salt spray testing, the resistance increase at the junction of Kunshan Xinluan New Material Technology Co.90° copper lugs is controlled to within 7% (UL 486A-B requires a limit of 15%)
3.2. Stress Distribution Optimization through Spring Termination
Spring Termination technology utilizes a hyperbola stress dispersion structure, verified by Finite Element Analysis (FEA) to reduce internal stress peaks within the connector by 43%. Its core advantages include:
- Dynamic Compensation: The elastic elements provide a 5-8 torque tolerance, automatically compensating for dimensional changes caused by temperature fluctuations. Contact pressure fluctuation is maintained below 12% in vibration conditions (ISO 16750-3 requirement ).
- Long-Term Performance: Maintains 97.3% of initial conductivity after 5000 mating cycles.
- Operational Efficiency: Installation time is reduced by 60% compared to traditional crimping, and maintenance costs are cut by 75%.
This technology has achieved IEC 61238-1 Class C certification and a zero-failure track record in 23 utility-scale BESS projects in North America, validating its technical feasibility in extreme operational conditions.
IV. Total Cost of Ownership (TCO) Model
Traditional procurement decisions often prioritize low initial cost, a critical error in BESS planning. Industry data reveals that maintenance costs and system efficiency losses from connection components account for up to 62% of the Total Cost of Ownership (TCO) over a 20-year operational period. This section outlines a time-based cost assessment framework.
4.1. Installation and Maintenance Cost Comparison
The full lifecycle costs of industrial-grade BESS connectors show significant divergence:
| Cost Type | Cast Copper Lug | Cold-Forged Lug | Source of Difference |
| Initial Procurement Cost | $3.2/unit | $5.8/unit | Material Processing/Forging Complexity |
| Installation Labor Cost | $15/connection | $9/connection | Tool-Free/No Torque Calibration Design |
| Annual Inspection Cost | $2.3/point·year | $0.7/point·year | Oxidation-Resistant Plating |
| Fault Downtime Loss | $480/incident | $85/incident | Contact Stability and Reliability |
| 20-Year TCO (Est.) | $196.2/point | $128.5/point | Full Lifecycle Cost Gap |
In a 300MW energy storage facility, adopting IEC 61238-1 certified cold-forged lugs reduces accidental downtime incidents by 72% and controls the voltage drop fluctuation within (ASTM B539 data)
4.2. EU CE Certification and Compliance Costs
Compliance expenditures for accessing the EU market exhibit a clear scale effect:
- Mandatory Testing: Basic Safety Test (EN 62477-1) costs €12,000–15,000; Accelerated Life Test (2000 thermal cycles) costs €28,000–35,000.
- Implicit Risk: Retrofitting costs due to non-embedded monitoring interfaces average €4.2/connection point. Audit delays due to documentation deficiencies can result in daily losses of €18,000.
Modular designs complying with EN 50343 reduce long-term upgrade costs by 41%. Furthermore, integrating temperature sensing units into smart lug systems can increase preventive maintenance efficiency by 57% (based on ISO 55000 asset management assessment).
Conclusion: The Strategic Choice of Connection Technology
For the two-decade lifecycle of a utility-scale BESS, line lug selection is no longer mere component procurement; it is a strategic decision impacting system safety and operational economics. Thermodynamic simulations confirm that T2 cold-forged copper lugs reduce contact resistance to 63% of cast-process products, and, combined with friction welding, limit arc fault probability to incidents per thousand cabinet-years.
From a TCO model perspective, while the initial investment for the cold-forged solution is 17%–22% higher, it cuts EU CE compliance costs by 41% and eliminates mandatory maintenance tightening checks every 18 months. Kunshan Xinluan New Material Technology Co.‘s UL 486A-B certified high-density cold-forged lugs maintain 98.7% of their initial conductive efficiency after 3000 thermal cycles—a data point independently verified by DNV GL. Engineering decision-makers must re-evaluate the strategic weight of connection components in BESS projects by benchmarking the three core TCO parameters: Fault Downtime Cost, Energy Loss Coefficient, and Compliance Audit Cost
点击添加内容



