
Confiabilidad del conector BESS: terminales forjados en frío mitigan la fuga térmica en sistemas de 1000V DC (Análisis UL 486 y TCO)
Resumen: En el ciclo de vida de 20-30 años de un Sistema de Almacenamiento de Energía con Baterías (BESS), las bornes de cable funcionan como uniones críticas de transmisión de energía, donde su conductividad y estabilidad mecánica determinan directamente los márgenes de seguridad del sistema. Frente a condiciones de alta tensión de 1000V y fluctuaciones diarias de temperatura, las soluciones de conexión tradicionales a menudo experimentan aumentos de temperatura inseguros debido a una resistencia de contacto excesiva, lo cual es un posible desencadenante de la cascada de fuga térmica. Normas como UL 486E e IEC 61238 validan que el uso de terminales forjados en frío con estructura de grano optimizada puede reducir la caída de voltaje en 47%, generando un costo operativo a 20 años que es solo un tercio del asociado con componentes de proceso de fundición. Esta guía aprovecha el modelado termodinámico, la validación empírica de conductividad y la evaluación del Costo Total de Propiedad (TCO) para revelar el valor estratégico de las bornes de cable de alta especificación en la ingeniería de sistemas BESS.

I. Desafíos termodinámicos en entornos de alta tensión
En la vida útil operativa de 20-30 años de un BESS, la borne de línea actúa como una unión crítica para la transferencia de energía. Su estabilidad termodinámica es esencial para mantener el margen de seguridad del sistema. Cuando la densidad de corriente supera los 150 A/mm², solo un aumento en la resistencia de contacto del punto de conexión puede causar un incremento en la temperatura local () que supere el umbral de 60K, actuando como un iniciador central de la reacción en cadena de fuga térmica.
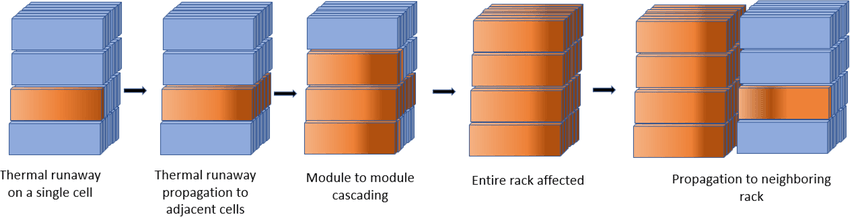
1.1. Mecanismo de la Cascada de Fuga Térmica
La fuga térmica es fundamentalmente el establecimiento de un ciclo de retroalimentación positiva, caracterizado por etapas evolutivas distintas:
- Etapa inicial: El desgaste por fricción en las superficies de contacto reduce el área conductora efectiva, en consonancia con la fórmula de resistencia de contacto Holm (donde es el radio de contacto real).
- Etapa acelerada: Cuando el aumento de temperatura supera la temperatura eutéctica del recubrimiento de cobre-estaño (228°C), el crecimiento de la capa de Compuesto Intermetálico (IMC) se acelera rápidamente.
- Avance crítico: Si la temperatura local alcanza los 500°C, el vapor del electrolito enciende al encontrarse con un arco eléctrico, estableciendo una falla de acoplamiento térmico-electrico irreversible.
La norma UL 1973 de EE. UU. exige que los conectores puedan transportar de manera segura 125% de la corriente nominal en un entorno ambiente de 85°C. Esto requiere que el diseño de la borne cumpla con un límite estricto de aumento de temperatura (). El análisis de fallos revela que las bornes convencionales de fundición experimentan fluctuaciones de resistencia 3–5 veces mayores que las de componentes forjados en frío, debido a microporosidad a lo largo de las fronteras de grano.
1.2. Normas de protección contra arcos eléctricos para sistemas de 1000V CC
Bajo un voltaje de barra colectora de 1000V CC, romper el circuito puede producir un arco persistente de hasta 40 mm de longitud. IEC 61439-2 exige los siguientes niveles de protección:
| Parámetro | Protección de Clase I | Protección Mejorada de Clase II |
| Límite de Energía del Arco | ||
| Distancia de Aislamiento | ||
| Tiempo de Extinción del Arco | ||
| Material de la Carcasa | UL94 V-2 | UL94 V-0 + Revestimiento de Cerámica |
Las estructuras avanzadas de contactos de doble interrupción utilizan principios de extinción por campo magnético para aumentar el gradiente de voltaje del arco a . Combinados con cámaras de supresión de arco de cerámica de alúmina, estos diseños pueden limitar eficazmente la duración del arco de falla a menos de . Las pruebas de campo muestran que las combinaciones de terminales que utilizan pinzas de cobre forjado en frío T2 de 90° presentan un aumento de 47% en la impedancia del arco de CC en comparación con diseños convencionales. Esta mejora se atribuye a la estructura cristalina densa y uniforme y al acabado superficial superior () logrado mediante el proceso de forjado en frío.
II. Revolución Cuantitativa en el Rendimiento Conductivo
En el diseño de sistemas BESS, la cuantificación precisa del rendimiento conductivo impulsa la iteración tecnológica. Según un Documento Blanco del Departamento de Energía de España de 2023 sobre la eficiencia del sistema de almacenamiento de energía, las pérdidas por resistencia en los componentes de conexión representan 17.3% del pérdida total de energía del sistema (DOE/EE-2521). Esto hace que el análisis microestructural y la estandarización de pruebas de los materiales conductores sean críticos para avances en la industria.
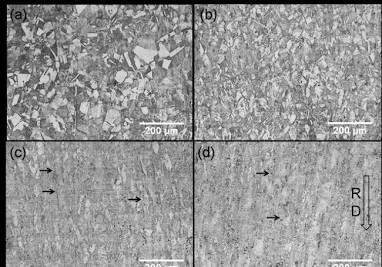
2.1. Ventaja de la estructura cristalina del cobre forjado en frío T2
Mientras que el cobre fundido tradicional suele tener un tamaño de grano de 50–100 , el proceso de forjado en frío refina el tamaño de grano a menos de 10 (verificado por ASTM E112), resultando en mejoras de rendimiento en tres dimensiones:
| Métrica de Rendimiento | Cobre fundido tradicional | Cobre forjado en frío T2 | Mejora |
| Conductividad (IACS%) | 98% | 101% | +3.06% |
| Resistencia a la tracción (MPa) | 220 | 380 | +72.7% |
| Dureza (HV) | 65 | 110 | +69.2% |
La deformación plástica durante el forjado en frío alinea la estructura de grano a lo largo de la dirección del esfuerzo, reduciendo efectivamente la probabilidad de dispersión de electrones. Las pruebas de laboratorio independientes muestran que, bajo una corriente continua de 1500A, el aumento de temperatura de las terminales forjadas en frío es 28.9% menor que el de los productos convencionales, correspondiendo a una estabilidad de resistencia líder en la industria de .
2.2. Práctica estándar ASTM para pruebas de caída de tensión
La norma ASTM B187 para pruebas de caída de tensión proporciona un parámetro de seguridad crucial para los sistemas BESS al cuantificar las características de impedancia del punto de conexión bajo diferentes condiciones:
| Marco de prueba | Condiciones |
| Corriente de prueba | 125% de corriente nominal (según IEEE 1187) |
| Gradiente de temperatura | to Pruebas cíclicas (según IEC 60068-2-14) |
| Vibración | Vibración aleatoria de 10-2000Hz (según MIL-STD-810G Método 514.6) |
Umbrales de rendimiento:
- Resistencia de contacto estática: (a carga DC de 500A)
- Estabilidad dinámica: Tasa de cambio de resistencia después de 2000 ciclos térmicos
- Resistencia mecánica: Fluctuación de impedancia bajo vibración
Datos de pruebas de terceros para Kunshan Xinluan Tecnología de Nuevos Materiales Co.‘s terminales de transición de cobre-aluminio soldados por fricción muestra una caída de voltaje medida de en un sistema de 1500V DC, que es 34% menor que el promedio de la industria. Esto se traduce directamente en una reducción de pérdida de energía anual de 0.78% para un sistema BESS, ahorrando aproximadamente 380 MWh de capacidad de almacenamiento durante un ciclo de 20 años.
III. Avances en la tecnología de conexión de metales disímiles
En las condiciones exigentes de BESS, la corrosión galvánica y la concentración de tensiones causadas por la conexión de metales disímiles (cobre y aluminio) son cuellos de botella críticos en la fiabilidad. Esta sección presenta dos soluciones innovadoras logradas mediante ciencia de materiales y diseño mecánico.
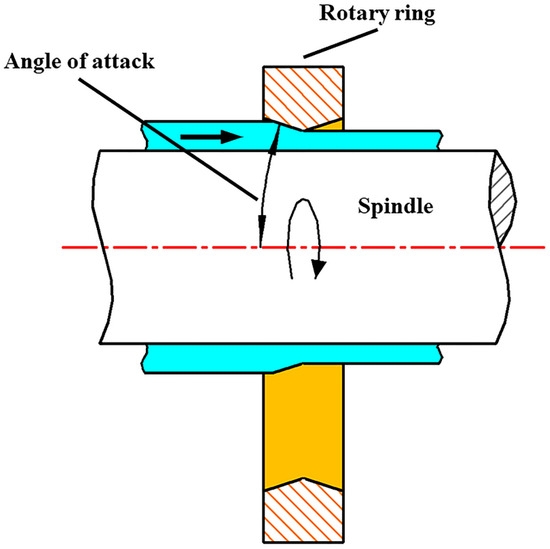
3.1. Control de compuestos intermetálicos mediante soldadura por fricción
Soldadura por fricción crea una capa de compuesto intermetálico (IMC) de menos de de espesor en la interfaz cobre-aluminio mediante el control preciso de la presión de fricción (), velocidad de rotación (1500-2000 rpm) y acortamiento axial (0,8-1,2 mm). En comparación con la compresión tradicional con tornillo, esta técnica logra:
- Unión molecular: La recristalización dinámica elimina la porosidad en la interfaz, resultando en una reducción de 62% en la resistencia de contacto (datos ASTM B913).
- Estabilidad térmica mejorada: La fluctuación en la caída de voltaje es menor a 2% durante ciclos térmicos desde to .
- Resistencia a la corrosión: Después de 3000 horas de prueba de niebla salina, el aumento de resistencia en la unión de Kunshan Xinluan Tecnología de Nuevos Materiales Co.terminales de cobre a 90° se controla dentro de 7% (UL 486A-B requiere un límite de 15%)
3.2. Optimización de la distribución de tensiones mediante terminación con resorte
La tecnología de terminación con resorte utiliza una estructura de dispersión de tensiones hiperbólica, verificada mediante Análisis de Elementos Finitos (FEA) para reducir los picos de tensión internos dentro del conector en 43%. Sus ventajas principales incluyen:
- Compensación dinámica: Los elementos elásticos proporcionan un 5-8 tolerancia de torque, compensando automáticamente los cambios dimensionales causados por fluctuaciones de temperatura. La fluctuación de la presión de contacto se mantiene por debajo de 12% en condiciones de vibración (requisito ISO 16750-3) ).
- Rendimiento a Largo Plazo: Mantiene un 97.3% de conductividad inicial después de 5000 ciclos de acoplamiento.
- Eficiencia Operativa: El tiempo de instalación se reduce en 60% en comparación con el crimpado tradicional, y los costos de mantenimiento se reducen en 75%.
Esta tecnología ha logrado la certificación IEC 61238-1 Clase C y un historial de cero fallos en 23 proyectos de BESS a escala de utilidad en toda España, validando su viabilidad técnica en condiciones operativas extremas.
IV. Modelo de Costo Total de Propiedad (TCO)
Las decisiones de adquisición tradicionales a menudo priorizan el bajo costo inicial, un error crítico en la planificación de BESS. Los datos de la industria revelan que los costos de mantenimiento y las pérdidas de eficiencia del sistema por componentes de conexión representan hasta 62% del Costo Total de Propiedad (TCO) durante un período operativo de 20 años. Esta sección describe un marco de evaluación de costos basado en el tiempo.
4.1. Comparación de Costos de Instalación y Mantenimiento
Los costos de ciclo de vida completo de los conectores de BESS de grado industrial muestran una divergencia significativa:
| Tipo de Costo | Mufa de Cobre Fundido | Mufa Forjada en Frío | Fuente de la Diferencia |
| Costo de Adquisición Inicial | $3.2/unidad | $5.8/unidad | Complejidad del Procesamiento/Forjado del Material |
| Costo de Mano de Obra de Instalación | $15/conexión | $9/conexión | Diseño de calibración sin herramientas/sin par de torsión |
| Costo de inspección anual | $2.3/punto·año | $0.7/punto·año | Revestimiento resistente a la oxidación |
| Pérdida por tiempo de inactividad por fallo | $480/incidente | $85/incidente | Estabilidad y fiabilidad de contacto |
| TCO a 20 años (estimado) | $196.2/punto | $128.5/punto | Brecha en el costo de ciclo de vida completo |
En una instalación de almacenamiento de energía de 300MW, adoptar bornes de fundición en frío certificadas IEC 61238-1 reduce los incidentes accidentales de tiempo de inactividad en 72% y controla la fluctuación de la caída de voltaje dentro de (datos ASTM B539)
4.2. Costes de Certificación y Cumplimiento de la CE de la UE
Los gastos de cumplimiento para acceder al mercado de la UE muestran un efecto de escala claro:
- Pruebas obligatorias: El coste de la prueba básica de seguridad (EN 62477-1) es de €12,000–15,000; la prueba de vida acelerada (2000 ciclos térmicos) cuesta €28,000–35,000.
- Riesgo implícito: Los costes de modernización debido a interfaces de monitorización no integradas promedian €4.2 por punto de conexión. Los retrasos en auditorías por deficiencias en la documentación pueden resultar en pérdidas diarias de €18,000.
Los diseños modulares que cumplen con EN 50343 reducen los costes de actualización a largo plazo en 41%. Además, integrar unidades de detección de temperatura en sistemas de bornes inteligentes puede aumentar la eficiencia del mantenimiento preventivo en 57% (basado en la evaluación de gestión de activos ISO 55000).
Conclusión: La elección estratégica de la tecnología de conexión
Para el ciclo de vida de dos décadas de un BESS a escala de utilidad, la selección de bornes de línea ya no es solo una adquisición de componentes; es una decisión estratégica que impacta en la seguridad del sistema y en la economía operativa. Las simulaciones termodinámicas confirman que los bornes de cobre fundido en frío T2 reducen la resistencia de contacto a 63% de productos de proceso de fundición, y, combinados con soldadura por fricción, limitan la probabilidad de fallos por arco a incidentes por cada mil años de armario.
Desde la perspectiva de un modelo TCO, aunque la inversión inicial para la solución fundida en frío es de 17%–22% más alta, reduce los costes de cumplimiento de la CE de la UE en 41% y elimina las verificaciones obligatorias de apriete de mantenimiento cada 18 meses. Kunshan Xinluan New Material Technology Co.‘s Bornes de fundición en frío certificados UL 486A-B de alta densidad mantienen el 98.7% de su eficiencia conductiva inicial después de 3000 ciclos térmicos, un dato verificado de forma independiente por DNV GL. Los responsables de decisiones de ingeniería deben reevaluar el peso estratégico de los componentes de conexión en proyectos BESS comparando los tres parámetros principales de TCO: Costo de Tiempo de Inactividad por Fallo, Coeficiente de Pérdida de Energía y Costo de Auditoría de Cumplimiento
点击添加内容



